
언어
상품검색
언어
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

DMAIC - 가공 부품의 지속적인 품질 개선 촉진
2025-09-19"자신을 만족시키고, 고객을 만족시키며, 정직하고 신뢰하며, 최고를 위해 노력한다"라는 회사의 품질 정책과 경영 철학을 고수하여 고객에게 더 높은 비용 효율성과 더 안정적인 품질의 제품을 지속적으로 제공합니다. 최근 가공 작업장에서는 일부 주요 공정의 주요 치수나 기하 공차가 가공 후 불안정하여 6-시그마 제어 요구 사항을 충족하지 못하는 현상이 나타났습니다. 회사 경영진은 이를 매우 중요하게 생각하며 워크숍을 추진하여 워크숍 품질 개선 태스크 포스를 구성했습니다. 이 태스크 포스는 관련 부서의 리더, 관련 엔지니어, 팀 리더 및 현장 생산 직원으로 구성됩니다. DMAIC 방식인 6시그마 개선을 통해 종합적인 품질 개선 캠페인을 시작했습니다. 배경 조사, 데이터 수집, 문제 요약, 원인 분석, 단기 및 장기 개선 대책 수립 등 일련의 개선 활동을 통해 품질 개선 작업이 본격적으로 수행되었습니다. 이번 개선 활동은 풀뿌리 관리자와 직원의 6시그마 개선 도구를 병행적으로 이해, 적용, 홍보하는 실무 능력을 종합적으로 향상시켰습니다. 가공 부품의 품질 특성 변동을 줄여 모터의 전반적인 제조 품질을 향상시키고 고객에게 더 나은 품질의 제품을 제공하는 데 도움이 됩니다.
DMAIC 개선 프로세스에는 정의, 측정, 분석, 개선 및 제어의 5단계가 포함됩니다. 이 5단계는 전체 프로세스 품질 개선 방법을 구성하며 각 단계는 여러 작업 단계로 구성됩니다. 이중 지지형 기계 베이스와 베어링 챔버 조립 후 전후 베어링 챔버의 동축성과 조립 단면의 런아웃이 불안정해지는 문제의 개선 사항을 간략하게 설명하면 다음과 같다.
01 정의
팀의 관련 구성원은 특별 품질 개선 회의를 열고 브레인스토밍을 통해 팀의 개선 목표를 정의했습니다.
• a) 문제: 이중 지지 기계 베이스 어셈블리의 베어링 시트의 미세 가공된 내부 구멍의 동축성이 불안정합니다. 조립 후 전체 기계 베이스의 베어링 챔버 런아웃이 공차를 초과하여 도면 요구 사항을 충족하지 못하게 됩니다.
• b) 개선 목표: 불량률은 200PPM 미만, 베어링 챔버의 런아웃은 0.05mm 미만입니다.

02 측정
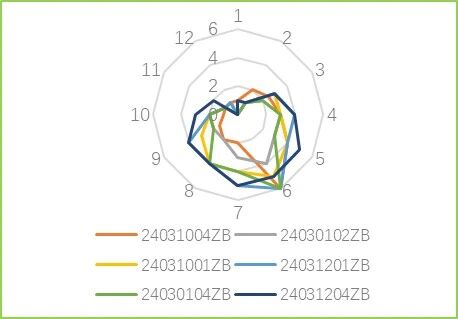
개선 팀은 가공 공정과 관련된 매개변수에 영향을 미치는 품질 표를 설계했습니다. 이 표에 따르면 해당 프로세스의 운영자는 프로세스 및 프로세스 분해, 절삭 매개변수 설정, 툴링 및 고정 장치의 주요 매개변수 설정, 위치 지정 및 클램핑력 설정 및 기타 관련 매개변수를 포함한 데이터를 수집했습니다. 데이터 수집이 완료된 후 레이더 차트를 사용하여 현재 측정 시스템의 효율성을 객관적으로 평가합니다.
• 가. 평가 매개변수 정의
브레인스토밍을 위한 원인-결과 피시본 다이어그램을 활용하여 5M2E(Man, Machine, Material, Method, Measurement, Environment, Energy)에 가능한 원인-영향 요인을 나열하고, 목록 형태로 소스 데이터를 수집합니다. 예를 들어 클램핑력과 변형 간의 상관관계, 공작 기계 속도와 절삭 매개변수 설정 간의 상관관계, 공작 기계의 정확도 매개변수 등이 있습니다.
• 나. 데이터 수집
핵심 품질특성과 핵심 프로세스 출력변수를 확인한 후, 핵심 프로세스 입력변수를 알아낸다. 프로세스 엔지니어는 직원에게 데이터 수집을 안내합니다.
• 다. 측정된 데이터 평가
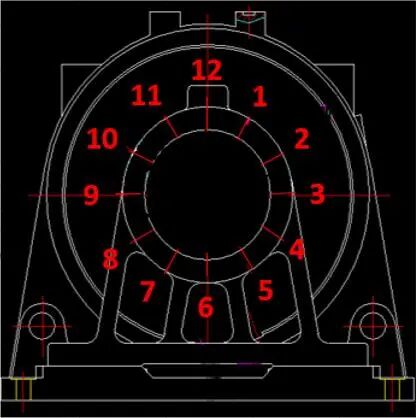
주요 공정 변수로부터 수집된 소스 데이터를 기반으로 평균, 분산, 표준편차 등의 통계 데이터를 계산합니다. 추가 분석을 위해 파레토 차트, X/R 제어 차트 또는 방사형 차트를 그립니다. 예를 들어, 데이터 레이더 차트를 통해 기계 베이스 어셈블리의 베어링 시트 내부 구멍의 런아웃이 베어링 시트 내부 구멍의 변형으로 인해 발생한다는 것을 알 수 있습니다. 이 결론을 바탕으로 우리는 목표한 방식으로 원인을 분석할 수 있습니다.
03 분석
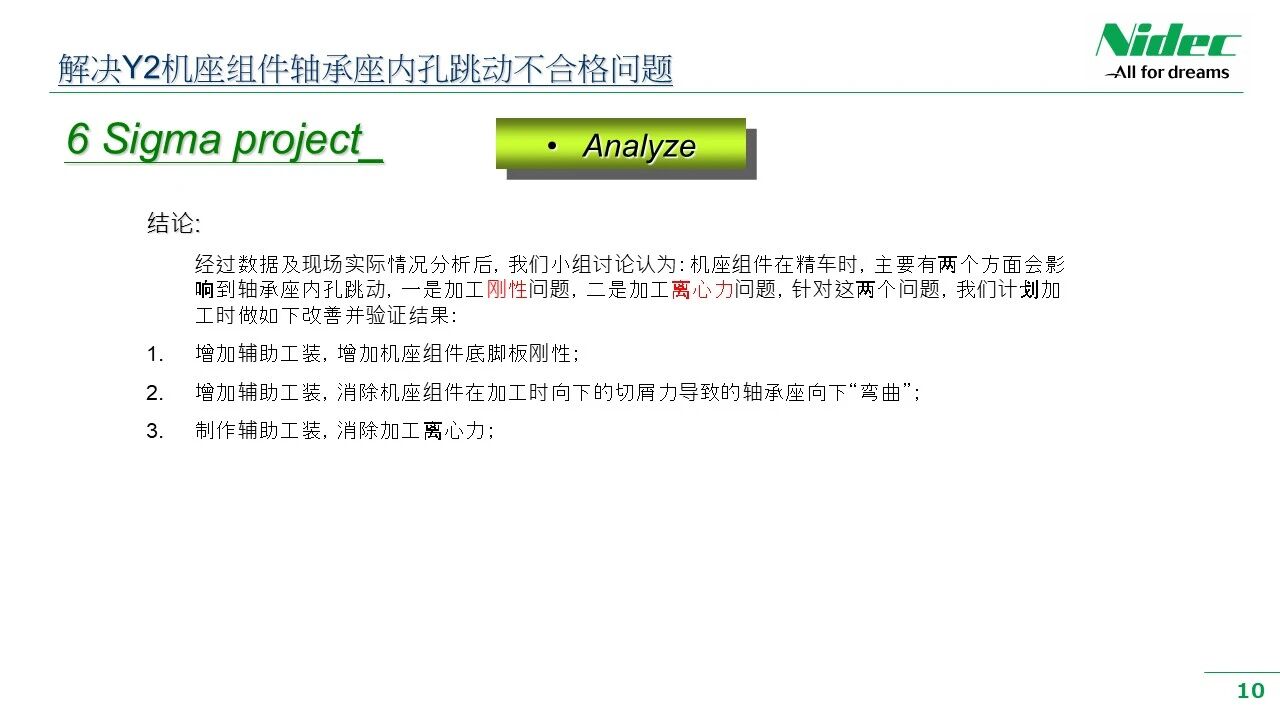
팀에서는 PFMEA(Process Failure Mode and Effects Analysis), 피시본 다이어그램(Fishbone Diagram) 등의 분석 도구를 활용해 수집된 데이터에 대한 심층적인 원인 분석을 진행하고 근본 원인을 찾아냅니다. 여기에는 데이터 분포 식별, 변화 추세 식별, 이상값 식별, 프로세스 변수 간 관계 분석, 잠재적 문제의 근본 원인 파악 등이 포함됩니다. 문제와 원인 사이의 연관성을 확립함으로써 팀은 문제의 본질에 대한 깊은 이해를 형성하고 효과적인 솔루션을 공식화하기 위한 기반을 마련할 수 있습니다. 예를 들어 베어링 시트 내부 구멍의 런아웃 데이터에 대한 레이더 차트 분석을 통해 이 문제의 원인에는 가공 강성과 가공 원심력이 런아웃에 미치는 영향이 포함되어 있다는 결론을 내릴 수 있습니다. DOE(Design of Experiments) 원칙에 따라 원인 가설의 타당성을 검증하고 근본 원인을 찾는 개선 계획을 설계합니다.
04 개선
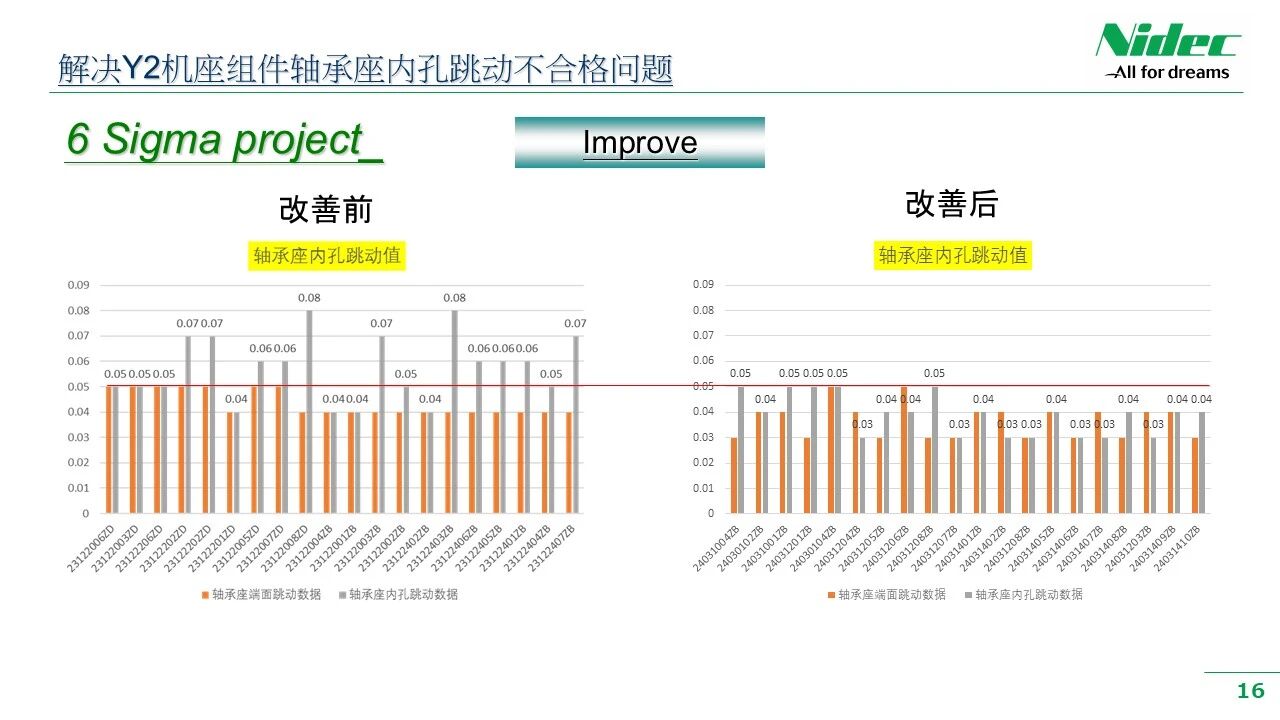
분석 및 검증 결과를 바탕으로 팀은 타겟 솔루션을 제안하고 구현합니다. 여기에는 프로세스 최적화, 기술 업그레이드, 운영 개선 및 기타 측면이 포함될 수 있습니다. 실제 운영에서 예상되는 결과를 얻을 수 있도록 솔루션의 효율성을 검증하는 것이 중요합니다. 검증이 성공적으로 완료되면 팀은 프로세스 설명과 작업 방법을 업데이트하여 새로운 솔루션을 표준화하고 가공 프로세스 전반에 걸쳐 개선 결과를 홍보할 수 있도록 할 것입니다. 예를 들어, Y2 시리즈 기계 베이스 어셈블리의 런아웃 문제를 해결할 때 우리 팀은 분석 단계에서 분석된 결과를 기반으로 목표 솔루션을 제안했습니다. 이러한 솔루션에는 베어링 시트의 매달린 위치에 지지점을 추가하고, 기계 베이스의 발에 강판을 추가하여 강성을 높이고, 기계 베이스의 발 반대편에 균형추를 추가하는 것이 포함됩니다. 이후, 처리 검증 데이터가 팀의 기대 목표에 부합하는지 확인하기 위해 시험 처리 검증을 하나씩 수행했고, 마침내 효과적인 해결책을 찾았습니다.

05 제어
제어 단계는 DMAIC 방법의 최종 링크이며 개선 결과의 지속성을 보장하는 핵심이기도 합니다. 이 단계에서 팀은 프로세스 모니터링, 이상 처리 및 지속적인 개선을 포함한 제어 계획을 수립하고 구현합니다. 프로세스 성능을 정기적으로 모니터링하고 제어 전략을 조정함으로써 팀은 프로세스가 항상 제어된 상태에 있는지 확인하고 문제가 재발되는 것을 방지할 수 있습니다.
가공 작업장의 여러 개선 팀에서 Six Sigma DMAIC 개선 도구를 구체적으로 적용함으로써 프로세스 품질을 개선하기 위해 이 도구를 지속적으로 사용하려는 모든 직원의 인식과 실제 능력이 향상되었습니다. 이는 워크숍에 있는 모든 직원의 혁신과 개선 활력을 자극하고, 향후 개선 프로젝트에서 DMAIC 방법의 광범위하고 심층적인 적용을 촉진했으며, 가공 워크숍의 모든 직원이 품질 이상 문제를 분석하고 해결하는 능력을 크게 향상시켰으며, 직원이 개선 과정에서 학습, 실습 및 개선 결과를 즐기는 재미를 찾을 수 있도록 했습니다.
의")



